Teknisk utveckling, tillverkning och kärnprocessanalys av V3-perfusionsnålar
Apr 19, 2026
Teknisk utveckling, precisionstillverkning och kärnprocessanalys av V3 perfusionsnålar
Även om V3 perfusionsnålar är industriella komponenter, integrerar deras design och tillverkning teknologier från flera områden som precisionsbearbetning, ytbehandling av material och vätskedynamik. Deras tekniska utveckling har alltid fokuserat på kärnmålen hög precision, lång livslängd, noll föroreningar och stark kompatibilitet, för att uppfylla kraven på extrem precision och absolut hygien för tillsatsmatning i modern livsmedels- och tobaksindustri.
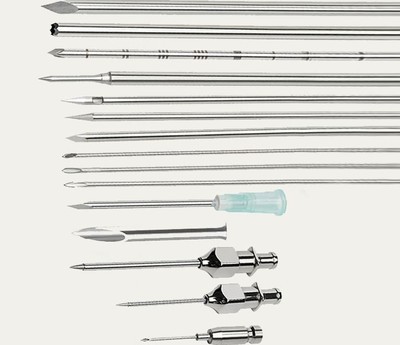
Grundläggande designprinciper och materialval: Kärnfunktionen hos V3 perfusionsnålar är att exakt injicera mikroliter till milliliter-nivå smakämnen, eteriska oljor eller extrakt i rörliga substrat (som mat och styckad tobak) vid ett konstant tryck och flödeshastighet på automatiserade produktionslinjer. Dess design måste beakta:
* Vätskekanaloptimering: Jämnheten och rakheten i det inre hålet påverkar direkt vätskemotstånd, flödesstabilitet, såväl som tendensen till rester och bakterietillväxt. Det är nödvändigt att säkerställa minimal tryckförlust när vätska passerar igenom och fullständig tömning för att förhindra kors-kontamination.
* Gränssnittstillförlitlighet: Designen med full-gänga ger en fast anslutning till perfusionsmaskinens ventilkropp, vilket säkerställer att inget lossnar eller läcker under hög-frekvent och hög-tryckspulsdrift.
* Materialkompatibilitet: Antagandet av AISI 304 rostfritt stål är industristandardvalet. AISI 304 rostfritt stål har god korrosionsbeständighet, mekanisk hållfasthet och bearbetbarhet, och tål långvarig-erosion av de flesta livsmedels-syror, alkalier och alkoholer. För mer tuffa korrosiva miljöer (som de som innehåller kloridjoner) kan AISI 316L rostfritt stål användas.
Precision Manufacturing Process Chain: Att tillverka en V3-perfusionsnål av hög-kvalitet innebär en processkedja som återspeglar mikron-nivåkontroll:
1. Ultra-hög precisionsbearbetning: CNC-svarvar med glidhuvud som Citizen Cincom R04 används för bearbetning. Sådana verktygsmaskiner är speciellt designade för mikroprecisionsdelar, med en bearbetningsnoggrannhet på ±0,01 mm eller högre, som kan slutföra flera processer som svarvning, borrning och gängning på en gång, vilket säkerställer att koaxialiteten, dimensionstoleransen och gängprecisionen för varje del av nålkroppen når den högsta nivån.
2. Avancerad ytpassiveringsbehandling: Detta är ett nyckelsteg för att förbättra korrosionsbeständigheten. En tät och enhetlig kromoxidpassiveringsfilm bildas på ytan av AISI 304 rostfritt stål genom kemiska eller elektrokemiska metoder. Denna inerta film kan kraftigt fördröja den elektrokemiska korrosionshastigheten mellan rostfritt stål och mediet, och är kärntekniken för att säkerställa att nålen inte rostar eller fäller ut metalljoner under lång-användning i fuktiga, salt-innehållande eller sura miljöer.
3. Elektropolering: På basis av passivering antas elektropoleringsprocessen vidare. Genom elektrokemisk upplösning avlägsnas mikro-utsprång på ytan med mikron-nivåprecision för att erhålla en spegel-jämn yta. Detta ger tre stora fördelar: för det första minskar det avsevärt ytjämnhet, minskar materialvidhäftning och underlättar rengöring; för det andra eliminerar den mikro-sprickor och spänningskoncentrationspunkter på ytan, vilket förbättrar utmattningshållfastheten; För det tredje gör den ytpassiveringsfilmen mer enhetlig och stabil, vilket ytterligare förbättrar korrosionsbeständigheten.
4. Ultimatrengöring: Efter ultraljudsrengöring, under den kombinerade verkan av rengöringsmedel och kavitationseffekt, avlägsnas restolja, metallskräp och polermedel från bearbetningsprocessen helt, vilket säkerställer att de levererade produkterna är absolut rena och uppfyller hygienkraven från livsmedels- och läkemedelsindustrin.
Kvalitetssystem och industristandarder: Ledande tillverkare följer alla kvalitetsledningssystemet ISO 9001:2015. För applikationer som involverar livsmedelskontakt måste produkterna också följa säkerhetsföreskrifter för livsmedelskontakt, såsom FDA CFR 21 och EU 10/2011. Dessa certifieringar är inte bara tröskeln för marknadstillträde, utan också en återspegling av engagemanget för kundernas produktkvalitet och säkerhet.
Framtida innovationstrender:
1. Beläggningsteknik: Utforska tillämpningen av mer avancerade PVD-beläggningar (Physical Vapor Deposition), som Diamond-Like Carbon (DLC)-beläggningar, för att ge ultra-hårdhet, ultra-smörjning och ultra-korrosionsbeständighet bortom själva rostfritt stål, speciellt lämpligt för att transportera material med extremt pH-värde eller abramaterial.
2. Intelligent funktionsintegrering: Framtida nålar kan inbäddas med mikrotrycks- eller flödessensorer för att realisera real-processanalys och övervakning (PAT), som tillhandahåller underliggande data för intelligent kontroll och kvalitetsspårbarhet av produktionslinjer.
3. Anpassning och snabb respons: Inför trenden med flexibel produktion med små partier och flera varianter måste tillverkare snabbt svara på kundernas skräddarsydda behov av speciella längder, vinklar, gränssnitt eller material, vilket ställer högre krav på leveranskedjan och flexibla tillverkningsmöjligheter.
4. Hållbar design: På premissen att säkerställa prestanda, optimera designen för att minska materialanvändningen och se till att produkten är lätt att återvinna i slutet av sin livscykel, som svar på initiativet för grön tillverkning inom industriområdet.